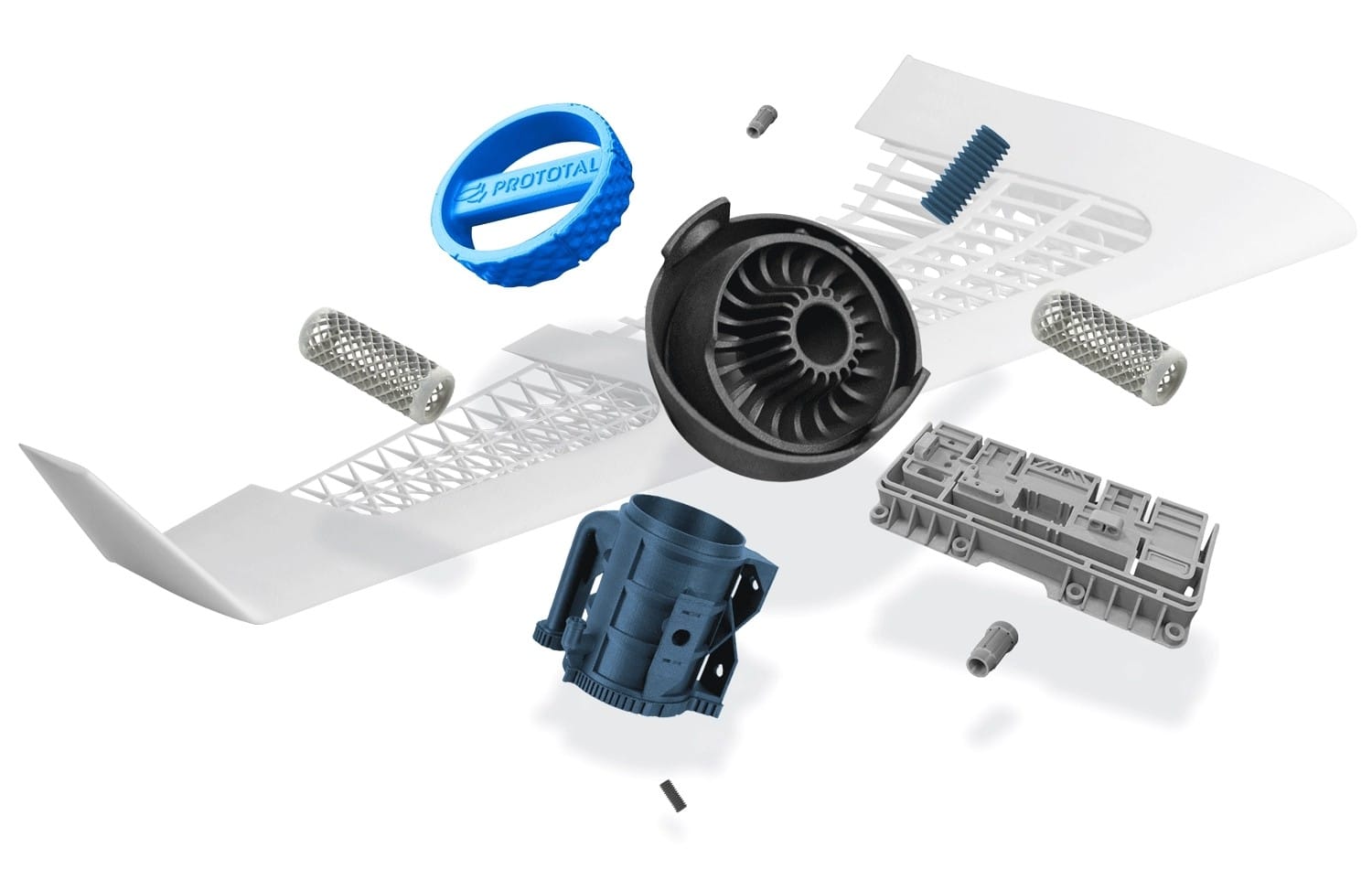
Our state-of-the-art 3D printing facility makes us the perfect partner to deliver your polymer additive manufacturing requirements. Combine this with our vacuum casting and injection moulding facilities across the globe, and we make the perfect partner to enable your journey to mass production.
Holding ISO 9001, ISO 13485 and EN 9100:2018 certificates. We are experts in delivering in to markets requiring specialist quality control and assurance as well as tailor-made processes and procedures.
3D Printing for Small Scale Production
For serial production, we have a broad portfolio of materials and technologies which offer our customers a manufacturing solution for every application.
3D Printing for a Prototype
From simple prototypes to fully finished space models, our experienced team are equipped with cutting edge technologies enabling them to accommodate all of your prototyping needs.
Whether it's 1 part or 1 million
Our aim is to be the most flexible and competent partner in the manufacture of polymer components
We offer the right technology at every opportunity
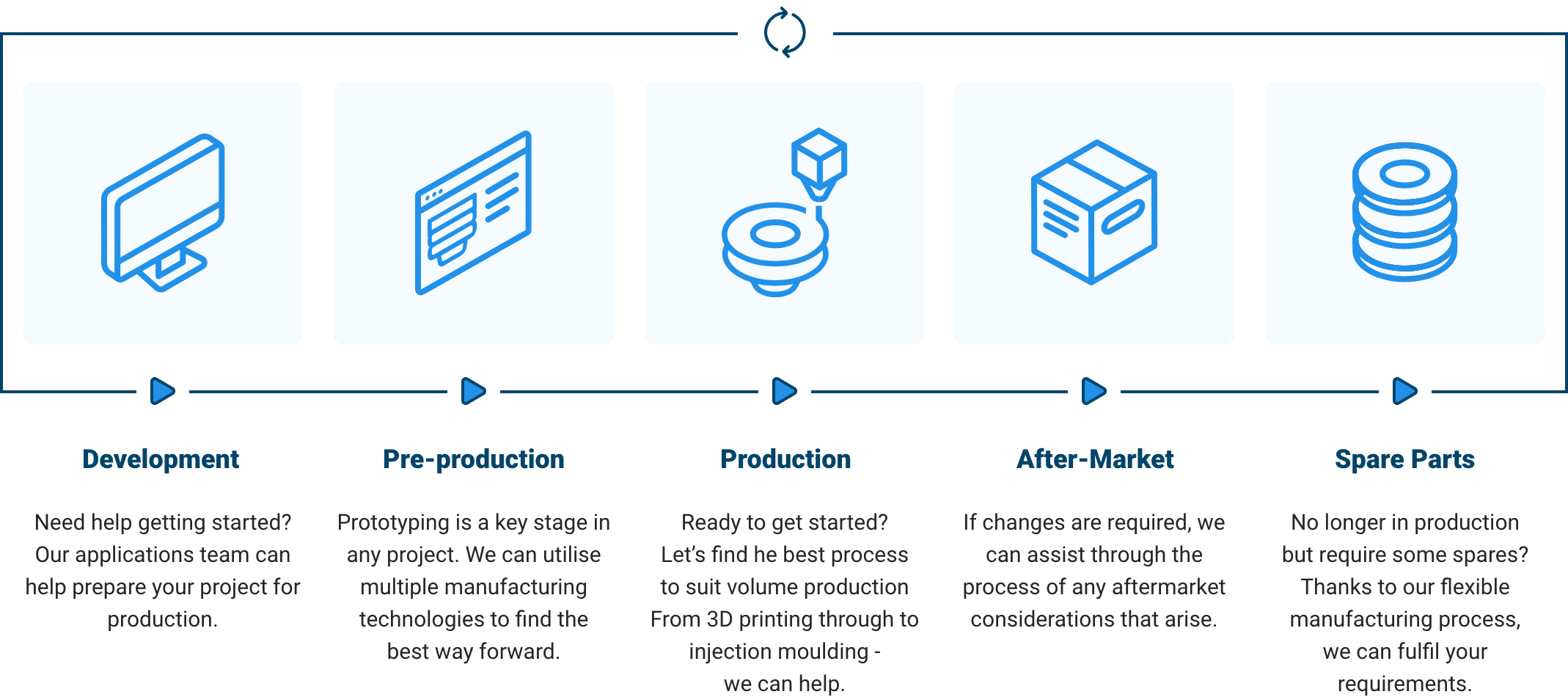
As your partner, we move completely seamlessly from prototype manufacturing to full-scale production. we follow your product's life cycle from start to finish, and then start over with the next generation of your product.
As your partner, we move completely seamlessly from prototype manufacturing to full-scale production. We follow your product's life cycle from start to finish, and then start over with the next generation of your product. Advanced AM systems ensure no compromise in quality and certification.
3D Printing For The Energy Sector
Using additive manufacturing to produce components for the energy sector.